
| 真空灭弧室瓷壳喷砂机工艺 |
|
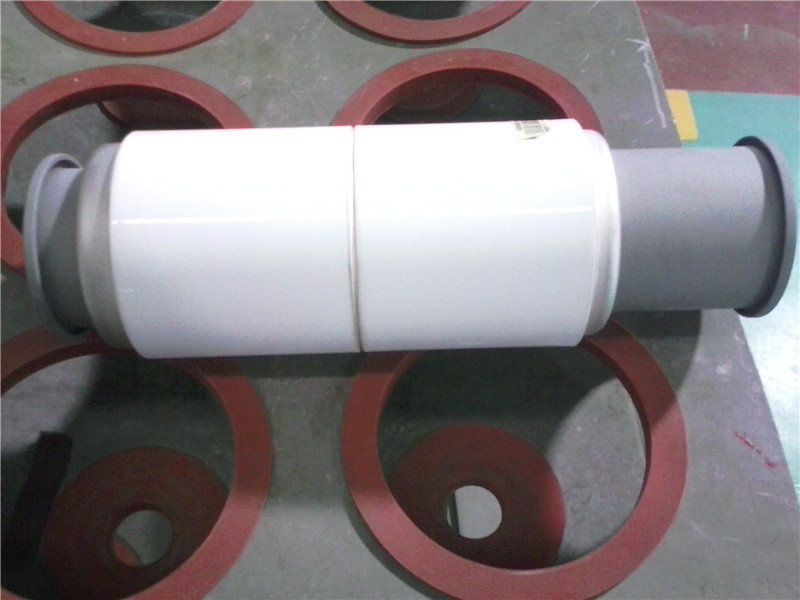
真空灭弧室瓷壳喷砂机介绍 真空灭弧室瓷壳喷砂机主要用途: 真空灭弧室瓷壳喷砂机主要用于真空灭弧室瓷壳表面和不锈钢表面的喷砂处理,使灭弧室在加工外绝缘保护层(软包、灌封)前通过喷砂能把灭弧室釉层等一切污物清除,并在瓷壳表面达到不同程度的粗糙度,大大提高灭弧室与绝缘保护层之间的结合力,使绝缘保护层粘接更牢固,质量更好。 真空灭弧室瓷壳喷砂机技术要求: 1、适用范围:真空灭弧室(以下简称工件)瓷壳、不锈钢表面喷砂。 2、适用磨料:石英砂(二氧化硅) 3、加工范围:直径≤φ150mm,高度≤500mm的圆柱体外表面。 4、工件运载方式:为保证表面喷砂效果一致性,工件自动转动,转动速度可调。 5、喷砂方式:喷枪位置可调或喷枪枪头喷射角度可调,喷枪移动速度可调。也可采取喷枪固定不动方式。 6、加工效率:可采用一次性单只加工或连续多只同时加工,每只加工时间≤3min。喷砂时间可调。 7、工件重量:≤15kg。 8、粉尘排放(符合国标):≤60mg/m3(GB16297-1996)。 9、噪音排放(符合国标):≤85db(GBJ87-1985)。 10、设备需求压缩空气: 压力≤0.6Mpa,喷枪压力由调压阀控制并且可调,并配有压力表显示。 11、工件装夹高度符合人体工学。 12、工作场地高度:3.5m(设备外形尺寸总高<3.2m)。 13、设备必须配备除尘系统(充分考虑磨料为石英砂的因素配备除尘器),并且除尘效果较好,检测指标符合国家标准。 14、磨料和粉尘能够通过筛网或旋风分离器等其它装置进行分离,分离出的磨料实现自动循环使用,粉尘通过除尘系统其中收集。 15、喷砂机按需配备装夹工件的工装夹具(工件非喷砂部位防护模具由我公司自备)。 16、集砂斗内设置有过滤网, 防止工件或者较大杂物掉入料舱内,堵塞喷枪而影响正常工作。 17、检修门或工件喷砂室外壳配有观察视窗,以便于观察喷砂加工过程,随时处理突发意外情况。 18、喷砂室、抽尘管、回砂管必须密封处理,防止喷砂时粉尘外溢流及砂料飞溅出来。 19、操作界面采用按钮式面板,方便操作工戴手套操作。 |


 本公司是一家集表面处理和高新技术研究开发、设计、制造、销售为一体的现代化 高科技型企业,同时也是同行业较具规模实力的制造商。 本设备是根据我公司针对贵公司产品表面处理要求而专门设计的辊轴输送式自动 喷砂机,采用辊轴直接输送工件,输送速度可调。配置 5 支喷砂枪,自动喷枪 4 支布置 在自动喷砂室,一支手动喷枪布置在手动喷砂室。设一个总的调压阀调节 5 支喷砂枪的 喷砂气压,在保证喷砂效果的同时,保证了喷砂加工的效率。通过机舱内调节挡板调控 不同类型工件喷砂与非喷砂区域,其自动化程度较高。 该设备由主机、旋风分离器、除尘箱、空气压缩系统(客户自备)、电气系统等组 成。本机喷砂加工输送速度采用变频调速,以满足客户对不同工件喷砂的要求。 二.主要技术参数: 2.1 工件最大外形尺寸:直接 ≤125mm 2.2 适用范围:圆形工件表面清理 2.3 喷砂舱体尺寸:(长*宽*高) 1000*1000*2150(mm) 2.4 气源压力:0.5-0.8Mpa 2.5 耗气量:1.5m³/min/每支枪(压力为 0.6Mpa 时) 2.6 除尘箱噪声:≤85 分贝 2.7 电源:380V/50HZ,三相五线制 2.8 输送速度:0.1-1 米/分钟以内可调(标准配置) 2.9 最大工件重量:≤5Kg 2.10 输送方式:专用辊轴连续通过式输送 2.11 除锈等级:Sa2.5~Sa3 (GB8923-1988) 2.12 室内照明:采用 0.06W 节能投射灯 4 盏 2.13 磨料种类:最佳为 36-46#钢玉类磨料(使用其他种类磨料需注意调整配置) 2.14 磨料回收方式:气力方式回收 2.15 喷砂后工件表面清洁方式:压缩空气吹净 2.16 分离器:采用旋风分离器(分离效果好,喷枪出砂量大,加工效能高)
本公司是一家集表面处理和高新技术研究开发、设计、制造、销售为一体的现代化 高科技型企业,同时也是同行业较具规模实力的制造商。 本设备是根据我公司针对贵公司产品表面处理要求而专门设计的辊轴输送式自动 喷砂机,采用辊轴直接输送工件,输送速度可调。配置 5 支喷砂枪,自动喷枪 4 支布置 在自动喷砂室,一支手动喷枪布置在手动喷砂室。设一个总的调压阀调节 5 支喷砂枪的 喷砂气压,在保证喷砂效果的同时,保证了喷砂加工的效率。通过机舱内调节挡板调控 不同类型工件喷砂与非喷砂区域,其自动化程度较高。 该设备由主机、旋风分离器、除尘箱、空气压缩系统(客户自备)、电气系统等组 成。本机喷砂加工输送速度采用变频调速,以满足客户对不同工件喷砂的要求。 二.主要技术参数: 2.1 工件最大外形尺寸:直接 ≤125mm 2.2 适用范围:圆形工件表面清理 2.3 喷砂舱体尺寸:(长*宽*高) 1000*1000*2150(mm) 2.4 气源压力:0.5-0.8Mpa 2.5 耗气量:1.5m³/min/每支枪(压力为 0.6Mpa 时) 2.6 除尘箱噪声:≤85 分贝 2.7 电源:380V/50HZ,三相五线制 2.8 输送速度:0.1-1 米/分钟以内可调(标准配置) 2.9 最大工件重量:≤5Kg 2.10 输送方式:专用辊轴连续通过式输送 2.11 除锈等级:Sa2.5~Sa3 (GB8923-1988) 2.12 室内照明:采用 0.06W 节能投射灯 4 盏 2.13 磨料种类:最佳为 36-46#钢玉类磨料(使用其他种类磨料需注意调整配置) 2.14 磨料回收方式:气力方式回收 2.15 喷砂后工件表面清洁方式:压缩空气吹净 2.16 分离器:采用旋风分离器(分离效果好,喷枪出砂量大,加工效能高)