项目说明:
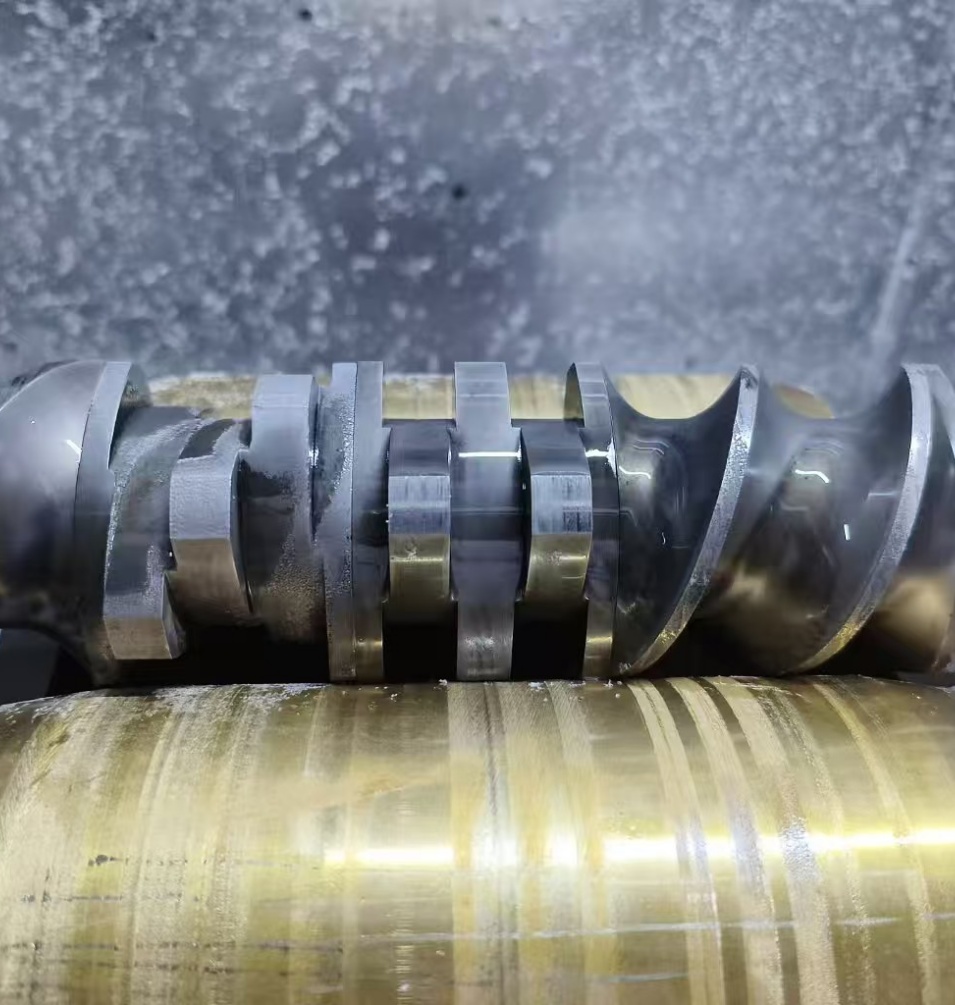
山东青岛挤塑机螺杆喷砂机清理螺杆表面杂质
山东青岛挤塑机螺杆使用后表面会粘满杂质,需要用手动加压喷砂机和柔性磨料来清理
本机是以磨料为介质,以压缩空气为动力,在加压罐体内混合加压后,对固体类工件表面进行喷射加工的喷砂设备。
本机适用以下类型工件的表面加工:
1) 适用于干式喷砂(丸)加工;
2) 适用于中小型零件的单件、小批量喷砂(丸)加工;
3) 清理热处理件、焊接件、铸件、锻件等表面的氧化皮等,清理质量可以达到Sa3级;
4) 清理机加工件的微毛刺、表面残留物等;
5) 工件喷涂、电镀前的表面预处理加工,可获得活性表面,提高喷涂、电镀层的除着力;
6) 玻璃表面喷绘、雕刻;
7) 可以在一定范围内增加或减小工件表面的粗糙度Ra值;
8) 改变工件表面的应力状态,能提高零件的耐磨性和疲劳强度;
9) 改善运动配合偶件的润滑条件,能降低运动配合偶件的运动噪音等;
10) 也适用于旧机件的翻新处理。
1.2 适用工作条件
1) 环境条件:本机应在环境温度为-10~+45℃,相对湿度不大于85%的环境条件下正常工作;
2) 电源条件:单相交流电源、380V、50Hz,本机最大功率见附表-3;
3) 气源条件:接入本机的压缩空气表压为0.4~0.7MPa,压缩空气流量不小于2m3/min。
用户使用现场应具备上述条件
1.3 特点
1) 本机配备的手动式除尘器,需要定时清灰,方可保证除尘机组的功效,能够更有效地控制粉尘对环境的污染和对工人健康的危害;
2) 本机可直接安装在生产线上使用,既节省生产占地面积,又提高效率;
3) 操作方式灵活,工艺参数可变,能适应不同材质,不同精度的清理和光饰加工要求;
4) 磨料循环使用,消耗量小;
5) 主要零部件使用寿命长,且便于维修;
6) 工作条件比较舒适,机器噪声较低。

1.4  外形尺寸(后附)
外形尺寸(后附)
1.5 主要技术数据
1.5.1 结构配置参数
1) 喷砂舱外形尺寸:见表1
尺寸参数
机 型 |
主机外形尺寸(长×宽×高) |
加 工 工 件
最 大 外 形 尺 寸 |
机器重量 |
|
1212FK |
1200mm×1200mm×1800mm |
¢800mmX200mm |
约为200kg |
2) 手动加压式喷枪:1把、喷嘴直径φ8mm;
3) 手动吹尘气枪:1把;
4) 旋风分离器:1套;
5) 除尘器:1套。
1.5.2 电气设备及参数:见表2
尺寸参数
机 型 |
除尘风机及
分离器风机 |
照明装置 |
电磁阀 |
控制电路电压 |
总功率 |
|
1212FK |
5.5kw、2840r/min
单相、50Hz、380V |
2×30w节能灯,
单相380V |
单相380V |
Ac380V,
Ac24v |
小于等于
6.3kw |
注:总功率不包括用户自备空气压缩系统功率。
1.5.3 磨料:
根据不同的工件采用不同的磨料,粒度和用量的大小根据工件工艺的要求来定。本公司提供的磨料有:
1.玻璃珠,其规格为30
#、36
#、46
#、60
#等;
2.棕刚玉,其规格为16
#、24
#、30
#、36
#、46
#等;
3.钢砂,其规格为a25
#、a40
#、a50
#、a80
#等;
4.白刚玉,其规格为24
#、30
#、36
#、46
#、60
#等;
5.黑刚玉,其规格为16
#、24
#、30
#、36
#、46
#等;
6.不锈钢钢丸,其规格为0.2、0.3、0.5、0.6、0.8、1.0、1.5
#等;
7.钢丸,其规格为S110、S170、S230、S280、S330、S460、S550、S780等;
8.铝丸,其规格为0.8、1.2、1.5等;
1.5.4 压缩空气耗气量
1) 喷枪工作气压(开机后的压缩空气表压):0.4~0.7MPa;
2) 单枪耗气量:约为2~3m
3/min;
3) 整机耗气量:约为2~3m
3/min;
4) 压缩空气气源推荐参数:气源压力为0.7~0.8MPa,排气量不小于1.5m
3/min[指标准状态(20℃、101.325kPa)下的空气体积流量]
2 工作原理
如下图所示,本机是以磨料为工作介质,以压缩空气为动力,磨料和压缩空气在加压罐内加压后,再由砂阀处加速后,将磨料引射到喷枪内喷射到工件表面,达到预期的喷砂加工目的。
 2.1 气路工作原理
2.1 气路工作原理
进入干喷砂机的压缩空气气源分为二路:一路进入加压罐,用于对磨料进行加压,以完成喷砂加工,通过过滤器对压缩空气进行油、水过滤,通过减压阀可调节进入喷枪的压缩空气压力,通过电磁阀控制压缩空气的开启和关闭;一路进入气枪,用于清理工件表面和喷砂舱内的滞砂(积灰)。
2.2 砂路工作原理
磨料预先放置在加压罐中(打开分离器加砂门,往分离器内加入15~25kg磨料),当启动气路电磁阀后,加压罐顶阀浮起,关闭加压罐下砂口,磨料经加压罐内的压缩空气加压后到达下部调砂阀处,经压缩空气加速后喷射出喷枪,即可对工件进行喷砂加工。
2.3 除尘器工作原理
除尘器与分离器用吸尘管连接,当启动除尘风机后,在喷砂机舱内形成负压,外部空气通过进气口补充给喷砂舱,然后通过回砂管路进入分离器后经过分离器顶端正风机出口再被除尘器风机抽入除尘器,如此形成了连续的气体循环流动, 在流动气体的作用下,漂浮在喷砂舱内的粉尘随着气流沿连接管路进入除尘机组,经过过滤筒过滤后,落入集灰斗,经过过滤后的洁净空气通过除尘风机排风口排出;打开集灰斗底盖即可收集粉尘。
3 电气系统
3.1 电路图
电气控制原理图:见后附图
3.2 电气系统及控制
3.2.1 电源及接线
本机工作电源为交流单相,380V、50Hz,总功率见表2,整机还应有良好的接地保护,并在外部电源与本机电源之间中装带漏电保护装置的断路器,进线应不小于4mm
2的5线电缆,两端压接冷接头;
3.2.2 电气控制
(1) 合上电源总开关,电源指示灯亮,表示整机供电正常,打开供气气源,进气气压力表指示气压,调节调压阀,工作气压表随之变化,调节至合适气压;
(2) 按下启动按钮,开启风机,此时照明灯也随之开启。
4 安装、调试
4.1 设备基础、安装条件及安装的技术要求
1) 本机不需要安装地脚,因此对地基无特殊要求,要求地面平整;
2) 按1.2适用工作条件的要求配备好电源和气源;
3) 本机的外接气源采用软管或硬管连接均可,但连接管一定要满足本机气源耐压安全要求;
注意:本机如果采用不符合耐压要求的连接管,可能因爆裂影响人身安全!
4.2 安装程序、方法及注意事项
1) 将机器就位,由于不需要安装地脚,机器就位后调平稳就行了;
2) 检查集砂仓和分离器收砂斗是否有杂物,如果有,一定要清理干净;
3) 按照本说明书提供的机器外形图、工作原理图和电气工作原理图将电源和气源以及除尘器的各连接管路接好;
4) 按需要由用户决定,安装连接除尘器顶部排气口的导气管道(通室外或接入工作地点现有的排气管道系统)
注意:请认真阅读相关图形及说明后,明白了再进行安装和连接
4.3 调试程序、方法及注意事项
1)通电试验:
A 接通电源开关,电源指示灯亮,同时喷砂舱内照明灯亮,启动除尘风机;
B 按下启停开关按钮,除尘风机停,照明灯灭;
2) 喷枪通气试验:
关闭并锁紧喷砂舱门,轻踩脚踏开关,压缩空气接通喷枪必须喷射出连续稳定的气流;
3) 添加磨料:
取15~25kg满足本机工艺要求的磨料放入加压罐;添加磨料时,打开分离器加砂门,将磨料均匀缓慢加到网板上,磨料通过网板孔即可流入分离器下部的加压罐,磨料的添加量不宜过多,能够满足循环即可,所添加的磨料必须是干燥的、纯净的。
注意:磨料必须是干燥、纯净的,否则会影响磨料的循环!
4) 喷砂试验:
A 经过以上安装调试,在没有(或排除)故障的条件下,就可进行喷砂操作;
B 将工件或样品放入喷砂舱内的工作台上,关闭舱门,手拿喷枪,然后启动开关,用喷枪喷射工件或样品表面,再缓慢调整调砂阀至喷枪出砂稳定为止,此时应能观察到工件或样品表面被喷射部份与没有喷射到部份的区别。
5 使用、操作
5.1 使用前的准备和检查
1)选择好适用的磨料加入分离器,磨料从分离器底部流入加压罐;
2)接通至机器的气源、电源,打开电控箱上的电源开关;
3)按需要调节通过减压阀进入加压罐的压缩空气压力在0.4~0.6MPa之间;
4)向湿式除尘器内注入自来水,水位最多加至溢流口处;
5.2 使用前和使用中的安全防护
1)手持喷枪加工时必须始终紧握喷枪,在启动和关闭压缩空气前不得放下喷枪;
2)应经常检查防护手套,保证其处于完好状态;
3)应经常检查各管路连接处是否密封良好和牢固,并使其经常处于良好状态;
4)应经常检查门控极限开关及电气开关和按钮是否良好,并使其处于良好状态;
5)不得将除规定磨料之外的其他物品掉入工作舱内,以免影响磨料的循环;
6)被加工工件的表面必须是干燥的;
7)停止使用后,必须断开通入机器的电源和气源。
注意:严禁在喷枪未被固定的情况下启动压缩空气!
5.3 开机操作程序、方法及注意事项
1)磨料的装入:
打开分离器加砂门,根据加工需要选择适合本机及工件加工的磨料装入分离器舱内,磨料一次性装入量为15-25kg左右(限钢丸或钢砂类磨料);注意:装入磨料时,必须用器皿将磨料盛住,慢慢的将磨料加入分离器内。
2) 喷枪出砂量的调节:
(1) 砂量调节装置如下图所示:轻轻地旋转砂量调节手柄,调到满足工件加工工艺要求为此;

3) 压缩空气压力的调节:按加工工件的需要调节调压阀控制进入加压罐和喷枪压缩空气的压力,工作压力在1.0~7bar范围内可调(主机面板上有气压表显示),根据待喷工件的材质进行适当调节,当工作压力调节合适后,需将调压阀的调节旋钮压下锁定,方可进行喷砂作业;

本机是以磨料为介质,以压缩空气为动力,在加压罐体内混合加压后,对固体类工件表面进行喷射加工的喷砂设备。
本机适用以下类型工件的表面加工:
-
适用于干式喷砂(丸)加工;
-
适用于中小型零件的单件、小批量喷砂(丸)加工;
-
清理热处理件、焊接件、铸件、锻件等表面的氧化皮等,清理质量可以达到Sa3级;
-
清理机加工件的微毛刺、表面残留物等;
-
工件喷涂、电镀前的表面预处理加工,可获得活性表面,提高喷涂、电镀层的除着力;
-
玻璃表面喷绘、雕刻;
-
可以在一定范围内增加或减小工件表面的粗糙度Ra值;
-
改变工件表面的应力状态,能提高零件的耐磨性和疲劳强度;
-
改善运动配合偶件的润滑条件,能降低运动配合偶件的运动噪音等;
-
也适用于旧机件的翻新处理。
-
适用工作条件
1) 环境条件:本机应在环境温度为-10~+45℃,相对湿度不大于85%的环境条件下正常工作;
2) 电源条件:单相交流电源、380V、50Hz,本机最大功率见附表-3;
3) 气源条件:接入本机的压缩空气表压为0.4~0.7MPa,压缩空气流量不小于2m
3/min。
用户使用现场应具备上述条件
-
特点
1) 本机配备的手动式除尘器,需要定时清灰,方可保证除尘机组的功效,能够更有效地控制粉尘对环境的污染和对工人健康的危害;
2) 本机可直接安装在生产线上使用,既节省生产占地面积,又提高效率;
3) 操作方式灵活,工艺参数可变,能适应不同材质,不同精度的清理和光饰加工要求;
4) 磨料循环使用,消耗量小;
5) 主要零部件使用寿命长,且便于维修;
6) 工作条件比较舒适,机器噪声较低。
-
外形尺寸(后附)
-
主要技术数据
-
结构配置参数
-
喷砂舱外形尺寸:见表1
尺寸参数
机 型 |
主机外形尺寸(长×宽×高) |
加 工 工 件
最 大 外 形 尺 寸 |
机器重量 |
|
1212FK |
1200mm×1200mm×1800mm |
¢800mmX200mm |
约为200kg |
-
手动加压式喷枪:1把、喷嘴直径φ8mm;
-
手动吹尘气枪:1把;
-
旋风分离器:1套;
-
除尘器:1套。
-
电气设备及参数:见表2
尺寸参数
机 型 |
除尘风机及
分离器风机 |
照明装置 |
电磁阀 |
控制电路电压 |
总功率 |
|
1212FK |
5.5kw、2840r/min
单相、50Hz、380V |
2×30w节能灯,
单相380V |
单相380V |
Ac380V,
Ac24v |
小于等于
6.3kw |
注:总功率不包括用户自备空气压缩系统功率。
1.5.3 磨料:
根据不同的工件采用不同的磨料,粒度和用量的大小根据工件工艺的要求来定。本公司提供的磨料有:
1.玻璃珠,其规格为30
#、36
#、46
#、60
#等;
2.棕刚玉,其规格为16
#、24
#、30
#、36
#、46
#等;
3.钢砂,其规格为a25
#、a40
#、a50
#、a80
#等;
4.白刚玉,其规格为24
#、30
#、36
#、46
#、60
#等;
5.黑刚玉,其规格为16
#、24
#、30
#、36
#、46
#等;
6.不锈钢钢丸,其规格为0.2、0.3、0.5、0.6、0.8、1.0、1.5
#等;
7.钢丸,其规格为S110、S170、S230、S280、S330、S460、S550、S780等;
8.铝丸,其规格为0.8、1.2、1.5等;
1.5.4 压缩空气耗气量
1) 喷枪工作气压(开机后的压缩空气表压):0.4~0.7MPa;
2) 单枪耗气量:约为2~3m
3/min;
3) 整机耗气量:约为2~3m
3/min;
4) 压缩空气气源推荐参数:气源压力为0.7~0.8MPa,排气量不小于1.5m
3/min[指标准状态(20℃、101.325kPa)下的空气体积流量]
2 工作原理
如下图所示,本机是以磨料为工作介质,以压缩空气为动力,磨料和压缩空气在加压罐内加压后,再由砂阀处加速后,将磨料引射到喷枪内喷射到工件表面,达到预期的喷砂加工目的。
-
气路工作原理
进入干喷砂机的压缩空气气源分为二路:一路进入加压罐,用于对磨料进行加压,以完成喷砂加工,通过过滤器对压缩空气进行油、水过滤,通过减压阀可调节进入喷枪的压缩空气压力,通过电磁阀控制压缩空气的开启和关闭;一路进入气枪,用于清理工件表面和喷砂舱内的滞砂(积灰)。
-
砂路工作原理
磨料预先放置在加压罐中(打开分离器加砂门,往分离器内加入15~25kg磨料),当启动气路电磁阀后,加压罐顶阀浮起,关闭加压罐下砂口,磨料经加压罐内的压缩空气加压后到达下部调砂阀处,经压缩空气加速后喷射出喷枪,即可对工件进行喷砂加工。
-
除尘器工作原理
除尘器与分离器用吸尘管连接,当启动除尘风机后,在喷砂机舱内形成负压,外部空气通过进气口补充给喷砂舱,然后通过回砂管路进入分离器后经过分离器顶端正风机出口再被除尘器风机抽入除尘器,如此形成了连续的气体循环流动, 在流动气体的作用下,漂浮在喷砂舱内的粉尘随着气流沿连接管路进入除尘机组,经过过滤筒过滤后,落入集灰斗,经过过滤后的洁净空气通过除尘风机排风口排出;打开集灰斗底盖即可收集粉尘。
3 电气系统
3.1 电路图
电气控制原理图:见后附图
-
电气系统及控制
3.2.1 电源及接线
本机工作电源为交流单相,380V、50Hz,总功率见表2,整机还应有良好的接地保护,并在外部电源与本机电源之间中装带漏电保护装置的断路器,进线应不小于4mm
2的5线电缆,两端压接冷接头;
3.2.2 电气控制
(1) 合上电源总开关,电源指示灯亮,表示整机供电正常,打开供气气源,进气气压力表指示气压,调节调压阀,工作气压表随之变化,调节至合适气压;
(2) 按下启动按钮,开启风机,此时照明灯也随之开启。
4 安装、调试
-
设备基础、安装条件及安装的技术要求
-
本机不需要安装地脚,因此对地基无特殊要求,要求地面平整;
-
按1.2适用工作条件的要求配备好电源和气源;
-
本机的外接气源采用软管或硬管连接均可,但连接管一定要满足本机气源耐压安全要求;
注意:本机如果采用不符合耐压要求的连接管,可能因爆裂影响人身安全!
-
安装程序、方法及注意事项
-
将机器就位,由于不需要安装地脚,机器就位后调平稳就行了;
-
检查集砂仓和分离器收砂斗是否有杂物,如果有,一定要清理干净;
-
按照本说明书提供的机器外形图、工作原理图和电气工作原理图将电源和气源以及除尘器的各连接管路接好;
-
按需要由用户决定,安装连接除尘器顶部排气口的导气管道(通室外或接入工作地点现有的排气管道系统)
注意:请认真阅读相关图形及说明后,明白了再进行安装和连接
-
调试程序、方法及注意事项
1)通电试验:
A 接通电源开关,电源指示灯亮,同时喷砂舱内照明灯亮,启动除尘风机;
B 按下启停开关按钮,除尘风机停,照明灯灭;
2) 喷枪通气试验:
关闭并锁紧喷砂舱门,轻踩脚踏开关,压缩空气接通喷枪必须喷射出连续稳定的气流;
3) 添加磨料:
取15~25kg满足本机工艺要求的磨料放入加压罐;添加磨料时,打开分离器加砂门,将磨料均匀缓慢加到网板上,磨料通过网板孔即可流入分离器下部的加压罐,磨料的添加量不宜过多,能够满足循环即可,所添加的磨料必须是干燥的、纯净的。
注意:磨料必须是干燥、纯净的,否则会影响磨料的循环!
4) 喷砂试验:
A 经过以上安装调试,在没有(或排除)故障的条件下,就可进行喷砂操作;
B 将工件或样品放入喷砂舱内的工作台上,关闭舱门,手拿喷枪,然后启动开关,用喷枪喷射工件或样品表面,再缓慢调整调砂阀至喷枪出砂稳定为止,此时应能观察到工件或样品表面被喷射部份与没有喷射到部份的区别。
5 使用、操作
5.1 使用前的准备和检查
1)选择好适用的磨料加入分离器,磨料从分离器底部流入加压罐;
2)接通至机器的气源、电源,打开电控箱上的电源开关;
3)按需要调节通过减压阀进入加压罐的压缩空气压力在0.4~0.6MPa之间;
4)向湿式除尘器内注入自来水,水位最多加至溢流口处;
5.2 使用前和使用中的安全防护
1)手持喷枪加工时必须始终紧握喷枪,在启动和关闭压缩空气前不得放下喷枪;
2)应经常检查防护手套,保证其处于完好状态;
3)应经常检查各管路连接处是否密封良好和牢固,并使其经常处于良好状态;
4)应经常检查门控极限开关及电气开关和按钮是否良好,并使其处于良好状态;
5)不得将除规定磨料之外的其他物品掉入工作舱内,以免影响磨料的循环;
6)被加工工件的表面必须是干燥的;
7)停止使用后,必须断开通入机器的电源和气源。
注意:严禁在喷枪未被固定的情况下启动压缩空气!
5.3 开机操作程序、方法及注意事项
1)磨料的装入:
打开分离器加砂门,根据加工需要选择适合本机及工件加工的磨料装入分离器舱内,磨料一次性装入量为15-25kg左右(限钢丸或钢砂类磨料);注意:装入磨料时,必须用器皿将磨料盛住,慢慢的将磨料加入分离器内。
2) 喷枪出砂量的调节:
(1) 砂量调节装置如下图所示:轻轻地旋转砂量调节手柄,调到满足工件加工工艺要求为此;
3) 压缩空气压力的调节:按加工工件的需要调节调压阀控制进入加压罐和喷枪压缩空气的压力,工作压力在1.0~7bar范围内可调(主机面板上有气压表显示),根据待喷工件的材质进行适当调节,当工作压力调节合适后,需将调压阀的调节旋钮压下锁定,方可进行喷砂作业;